●インマニ3
2002.11.19
●インマニ3

ペーパーで鋳砂をおとして(120→320→600)
メタルコンパウンドで磨きました。
このぐらいでは鏡面まではいきませんね
2002.11.18
●インマニ2
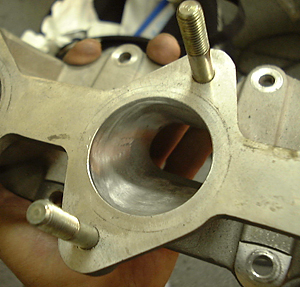
段差は修正しました。
でも問題は反対側なんだよね.....。
2002.11.13
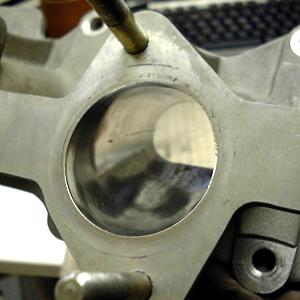
●インマニ

なんじゃコリャ.....(泣
入り口の形整えただけかい!おかげで段差出来ちゃってるやんけ!
市販パーツってみんなこうなのかなぁ。
某B6ページの燃焼室を思い出しました(スキッシュエリアが各気筒バラバラ)。
ZETECが乗用車エンジンと言われるのも無理はない^^;;;
ベルトサンダーの出動決定。
2002.11.11
●メタル類到着

メタル類やガスケットが到着しました。
メタルはSTDサイズですが、FORD純正ではなくAEのH/Dを採用。
そのかわりSTDと.25mmしかサイズがないです(TT
0.25mmのメタルなんて使う人いるのか?
ヘインズのマニュアルには純正メタルは
STD、0.04、0.25があると書いてあるが、
フォードのディーラーでは、サイズは4種類だという。
本当はどうなんだ?
しかし...、あいかわらずステムシールはつかえないタイプが来ました。
しかもバネの部分が無いものが2つ混ざってました(ーーメ
仕方ないのでフォードのディーラーにコレだけ手配します。
2002.11.10
●ラッピングその3
仕事の前に成城にあるホームセンターへ。
ブツをいろいろ買い込む。

●3M製ラッピングシート
以前来たときにはなかったラッピング用シート(テープではない)が
売っていたので購入。3M製、3枚入りで325円。
番手に換算すると10000番になる。8000番と10000番を購入。
8000番は1μ、10000番は0.5μだ。
で、開封してクランクの方に使ってみたが、これはちと使いづらい。
もともとのシートの大きさが小さいために、細長く切っても長さが短い。
指先で摘むようにして使うことになるので非常にしんどい。
ただし、シートそのものにハリがあって、
布のように不均等に面にあたることはないので、
正確な面を出すという意味では、
「青棒+布」よりは良いかも。
どのみち機械でのラッピングにくらべれば
精度の面ではたいしたことはない。
興味本意で購入。
●WAKOSのメタルコンパウンド。
効果を目視しやすいという意味ではコレは最高かも。
ピカールよりも簡単に素晴らしい鏡面を作り上げる。
研摩力が強力すぎて、ためしに磨いてみた
バーニアのアルミプレートに入っていたヘアラインが 全て消えてしまったほど。
だがしかし、もともとの面が出ていなくても
ある程度鏡面になってしまうので、誤魔化されやすい気がする。
ピストンの仕上げ、燃焼室仕上げ用に購入。
あるHPではジャーナル、ピンのラッピング仕上げにコレを使っていたが、
現時点では研摩力が強すぎて少々恐い。
●フラップホイル
ポート研摩の必需品。ビックバルブ等を入れてポートを拡大とかするのでなければ、
コイツは絶対的な威力を発揮する。80番あたりが作業効率がヨロシイ。
径がまさにポート用という感じで仕上がりも綺麗だ。
減ってきて径が小さいものもストックしておいて細部用に使用する。
これをKE氏いわく「育てる」というそうな^^;;;
また先端をカットしたり、途中に凹みを与えることもしている。
EXポート作業用、燃焼室作業用に購入。
●グリス
これはついでに購入。
2002.11.05
●ラッピングその2

カムの同部位のラッピング前と後。上が前、下が後。

これもラッピング後のクランクシャフト。
夜中に筑波で2時間程作業していたが、11月の筑波はすでに気温3度。
耐えられなくなって自宅へお持ち帰り。6時間を費やした。
上の方で光る目は飼い猫のうちの1匹の「松」

ブローしたピストンの1つを使って加工の検討と練習 。
形状は、ほぼ構想どおりに出来たものの仕上げがイマイチ。
トップの高さは最終圧縮比の計算によってさらに変更される予定。
2002.10.30
●ラッピングその1
クランクジャーナルのラッピングに先立ち、04カムで試してみる。
ボロ布と青棒で根気よく....根気よく.....。
およそ6時間で、完全鏡の様に仕上がった。
爪の先でまだ処理していないもう一本とくらべると、
その差は歴然。全く引っ掛かりのない仕上がりでうっとり。
しかし、これならカム山や、カムキャップも磨くべきか....?
デジカメが自宅なため、写真は後ほど。
2002.10.28
●圧縮比最終案
面研量を実質無視できるようになりそうなので
面研をゼロとしたときの圧縮比は以下の様に出来そう。
| ■燃焼室体積 | |
| A.ヘッド側容積(バルブ1mm追い込み) | 46→47.6cc |
| B.ピストン凸部体積(リセス壁カット&TOP0.5mm落し) | 7cc→6cc |
| C.ガスケット分 | 5.8cc |
|
D.トップランド隙間分
|
0.5cc |
|
A-B+C+D
|
47.9 |
| ■シリンダー体積 | |
| E.85.5*88→(42.75*42.75*3.14)*88mm | 505 |
505+47.9/47.9=11.542
仮に0.1mmの面研摩が入る場合、0.57cc燃焼室側が減るので
505+47.33/47.33=11.669
各部の測定、計算が間違っていなければ良い感じだと思う。
2002.10.25
●スプリング失敗
FZ213と列記されていたスプリングはSC466とVS36。
VS36の方はケントカムズのリストに載っていた方で、
サイズを調べると32mmリフター用だった。
よってSC466を取ってみたら、これも32mm用だった(泣)。
いずれ32mmには拡大するつもりなので、
特に無駄買いという訳ではないが、少々落胆した。
ヘッド側の最終仕様は、
●FZ2004カム(入手)
●32mmリフター(FZ213R)&穴加工(未)
●32mm用座面加工(未)
●32mm用ダブルスプリング(入手)
●32mm用チタンリテーナー(未)
●リフター長さ調整(シム分4mm程度カット)
で、ビックバルブとかは考えていない。
ブロック側はフルカウンターぐらいだが、さすがに最後か^^;;;;
というよりも何かあったときの被害が恐ろしい(笑
よってこれに繋がる加工はやるとしても、
今回の28mmリフターを外注加工したり等の
回り道はなるべく避けたい。
で、先日考えたリテーナーの加工は中止。
シムレスバージョンは続行し、バルブを追い込んだ1mmは、
DIYでバルブエンドかリテーナーをなんとか削ろう。
7800シフト、8000rpmリミットバージョンで半年がんばる。
2002.10.23
●シートカット検討
下記の問題(圧縮比)もあるので、
気になっていたINバルブの追い込みも考える。
INバルブのシートは最初シートそのものが、
燃焼室へ飛び出しているという状態だったので、
以前このヘッドを載せるまえに飛び出し部分をカットしておいた。
しかし、そうするとあたり面のすぐ隣が燃焼室の壁になり、
下図のまん中のような状態。
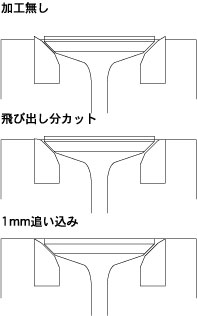
単純に増やせる容積はバルブ径が32mmなので
1.6*1.6*3,14*1(1mm追い込みで燃焼室壁とツライチ)で、
バルブ1本あたり0.8cc、都合1.6ccは稼げる計算になる。
EX側は問題はない。
しかしその場合、バルブの突き出し量が変わるので、
せっかくシムレスで済みそうなクリアランスの調整を
行なわなくてはならない。
リテーナー側のカットをしかたないとしても、
純正サイズのリテーナー+シムには落とし穴があった。
なーんと
 はいらない...。
はいらない...。
| ■燃焼室体積 | |
| A.ヘッド側容積 | 46cc |
| B.ピストン凸部体積 | 7cc |
| C.ガスケット分 | 5.8cc |
|
D.トップランド隙間分
|
0.5cc |
|
A-B+C+D
|
45.3 |
| ■シリンダー体積 | |
| E.85.5*88→(42.75*42.75*3.14)*88mm | 505 |
505+45.3/45.3=12.1479
かつ面研摩0.5mmとして
505+42.8/42.8=12.7990
2002.10.21
●圧縮比検討(間違っています)
| ■燃焼室体積 | |
| A.ヘッド側容積 | 46cc |
| B.ピストン凸部体積 | 7cc |
| C.ガスケット分 | 5.8cc |
|
A-B+C
|
44.8 |
| ■シリンダー体積 | |
| D.85.5*88→(42.75*42.75*3.14)*88mm | 505 |
|
D-B
|
498 |
498+44.8/44.8=12.116
さらに実際にはヘッドを0.5-0.6mmほど面研することになるので 、
仮に0.5mmだとして、減る燃焼室の容積はおよそ2.5ccほど。
(10.22以下修正) ---------------------------------
498+42.3/42.3=12.713
-----------------------------------------------
これはちょっといきすぎ。
しかしピストンはリセス部分を加工するので、
凸面の部分は最初予定していた部分だけでも2cc分は減らせる。
かつ、凸面の3mm分を削り込んで
なんとか11.5-11.9辺におさめたい。